详细说明
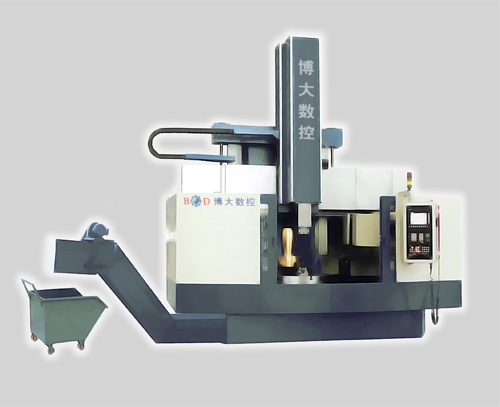
XK718型数控立式床身铣床
宁波新博大国际贸易有限公司
宁波新博大国际贸易有限公司
地址:中国浙江省宁波市海曙区柳汀街230号
华侨豪生大酒店商务楼七楼8806室
电话(TEL):0574-83897050,83897053,83897055
传真:(FAX)0574-83897051
邮箱:newboda003@hotmail.com
邮编:315010
目 录
一、机床主要技术参数
二、机床主要功能、结构特点
三、机床主要配套件清单
四、易损备件清单
五、随机附件和技术文件清单
六、机床设计制造、安装调试、及验收标准
七、产品技术服务和售后服务的内容及措施
附:近几年主要用户清单
一、机床主要技术参数
序号 项目名称 单位 XK718型
1 工作台尺寸(宽×长) mm 800×2000
2 工作台最大承重 Kg 2000
3 工作行程(X /Y /Z) mm 1600/800/800
4 主轴端面到工作台面距离 mm 150~950
5 主轴中心到垂直导轨距离 mm 1000
6 主轴锥孔 ISO50(BT50)
7 主轴转速范围(无级) rpm 40~6000
8 工作进给速度范围(无级) mm/min 1~10000
9 快速移动速度 mm/min 10000
10 主电机功率 KW 15/18.5
11 进给电机扭矩(X、Y、Z) Nm 30
12 导轨形式 矩形导轨
13 冷却泵电机功率 KW 0.125
14 最小设定单位 mm 0.001
15 定位精度 mm ±0.012
16 重复定位精度 mm 0.008
17 机床外形尺寸(长×宽×高) mm 5100×4400×3585
18 机重总重量 Kg 15000
19 数控系统 FANUC-OI
二、机床的主要功能、结构特点
1、机床的主要功能
XK718型数控立式床身铣床是我公司独立设计开发的。机床结构合理,性能优异。具有高速、高刚性和高效率的特点,并具有重切削能力,适合于长期连续加工。机床的数控系统采用国外先进的数控系统(FANUC-OI型)可实现三轴控制,三轴联动。该数控铣床可完成直线、斜线、曲线轮廓等铣削加工,还可以加工具有复杂型面的零件。如:凸轮样板、模具、螺旋槽等。非常适用于机械制造行业的各类部门。
2、机床的结构形式
机床为床身式镗铣床结构,采用十字滑台式布局,主要由主轴箱、主轴部件、床身、立柱、滑鞍、工作台、电柜、操纵按扭站等组成。工作台沿滑鞍导轨做纵向移动(X轴),滑鞍沿床身导轨做横向移动(Y轴),立柱固定在床身上,主轴箱正面挂在立柱上,并且沿立柱导轨做垂向移动(Z轴)。主轴箱的平衡用重锤来完成。摆臂式操纵按钮站支承点设在立柱的右侧,悬挂在立柱的右前方,可作90度摆动,操作方便。
3、机床的主要部件
机床的主轴箱、床身、立柱、滑鞍、工作台等重要部件均采用优质铸铁(HT300)铸造而成,设计时充分考虑了各个部件的刚度,合理的布置铸件内部的加强筋板,并且在精加工前均进行二次人工时效处理。为保证机床的精度和快速移动速度达到10000mm/min及低速不爬行,机床X、Y、Z轴的移动导轨副均采用矩形导轨。
4、机床的主传动系统
机床的主传动系统采用15KW的交流主轴伺服电机驱动,其主轴部件全套采用台湾旭泰的主轴部件,该部件为机械传动、永不润滑型,主轴与伺服电机之间用一个同步齿形带传动, 可实现40~6000转/分连续无级调速。主轴内具有自动夹刀装置,蝶簧夹紧,气动松开。
5、机床的进给系统
机床X、Y、Z轴的进给系统均为半闭环控制系统。采用交流伺服电机驱动,伺服电机与精密级滚珠丝杠同轴联接,带动移动部件运动。其联轴节为无间隙联轴节。滚珠丝杠的两端采用精密级滚珠丝杠专用轴承,可以对滚珠丝杠进行预拉伸。
6、机床的润滑系统
主轴部件经一次润滑即可,永不润滑型。
导轨的润滑采用集中式自动润滑装置,该装置具有定时定量自动润滑的功能,每次润滑的时间、加油量的大小和两次润滑之间的时间间隙都是可调的,力求保证每个润滑点的合理油量。
7、机床的冷却系统
主轴的冷却是通过主轴轴承套筒提供强制循环冷却实现的,采用宝鸡雷博公司的温控装置,自动跟踪控制循环冷却油的温度,确保主轴长期高速旋转时温升不超过45℃。使主轴始终在一个稳定的温度下工作,保持主轴精度不变。
切削刀具的冷却系统由冷却油箱、冷却油泵、油嘴、管路等组成,采用高扬程、大流量的冷却油泵,通过管路连接到机床的主轴处。油泵开关设在按钮站上,操作方便。两个油箱分别布置在床身的两侧。乳化液经过滤后可循环使用。
8、机床的排屑装置
机床的排屑装置由链板式自动排屑器组成,链板式排屑器布置在床身的前面,并配有集屑箱。控制按钮设在操作按钮站上。
9、机床的防护
机床采用全封式防护罩,可以有效防止铁屑和冷却液飞溅。机床的导轨采用不锈钢导轨防护罩,全封闭式防护罩和导轨防护罩由专业生产厂家生产。
10、机床的气源
气源工作压力为0.3—0.7MPa,当气源进口压力过低,同时在10秒钟内不能恢复正常工作压力时,机床停止工作,操作面板上报警。
11、机床的数控系统及配置
机床的数控系统采用日本FANUC-0i 数控系统,配10.4″彩色显示器,具有标准 RS-232接口,配有手摇脉冲发生器。
机床电气柜安装在机床立柱侧面,采用IP54防护标准,全密封结构并配有冷热交换器,有效控制电气柜内的温度和湿度,保证各电气元件及系统工作时不因发热而产生故障。
三、主要配套件清单
名称 型号、规格 数量 生产厂家
数控系统 FANUC—0i 1套 FANUC
主轴伺服电机 15/18.5kw 1件 FANUC
进给交流伺服电机 30Nm 3件 FANUC
滚珠丝杠 X轴Φ50×20 P3级 1件 南京工艺装备总厂
Y轴Φ63×16 P3级 1件
Z轴Φ63×16 P3级 1件
主轴部件 ISO50 1套 台湾旭泰公司
滚珠丝杠专用轴承 6套 哈轴
排屑器 1件 烟台博森
全封闭防护罩 1套 国内名牌
机床导轨防护罩 3套 上海联欣
油温冷却箱 1件 北京三河
主要电气元件、电柜 1套 国内合资厂生产
气动元件 1套 国内合资厂生产
自动润滑装置 202B45 1件 浙江象山
自动夹刀装置 1套 台湾旭泰公司
同步齿形带 1件 台湾旭泰公司
四、易损备件清单
名称 规格 部位 数量 生产厂家
同步齿形带 主轴箱 1 宁波同步带厂
行程开关 JW2-11Z/3 工作台 3 北京机床电气厂
按钮 1
五、随机附件和技术文件清单
名 称 规 格 数量 备 注
拉钉 BT50 1
机床减震垫铁 S83--3 1套
地脚螺栓 M24×500 1套
单头扳手 22 S91-4 1
单头扳手 30 S91-4 1
双头搬手 17×19 1
双头搬手 22×24 1
双头搬手 27×30 1
内六角搬手 5、6、8、10 各1
双头螺丝刀 9×12 1
吊环螺钉 M48 J29-3 2
装箱单 1份
合格证明书 1份
使用说明书(机械部分) 1册 含转速图、传动原理图、轴承布置图
使用说明书(电气部分) 1册 含电气原理图、装配连接图
数控系统说明书 1套 含操作、编程、维修
机床地基图 1份 合同生效后提供
、
六.机床制造、安装、验收标准
1、机床设计、制造执行:
GB9061—88 《金属切削机床通用技术条件》
GB5226.1—96 《机床电气设备通用技术条件》
JB/8329.2-99 《数控床身铣床技术条件》
2、机床的几何精度及工作精度执行:
JB/T8329.1—99 《数控床身铣床精度检验》
3、机床的安装调试
机床安装调试由生产厂家负责。派数量适当、合格的技术人员到买方设备安装现场进行设备安装、调试、试切削与交检工作,生产厂家人员的各项费用自理,买方派机、电、修人员及技术人员在现场配合安装调试工作。
4、机床的验收机床的验收分二次进行,第一次为机床的预验收,在制造厂进行。第二次为机床的终验收,在买方工厂进行。
5、验收的内容与程序
按厂家提供的出厂合格证明书和双方签定的技术协议作为预验收和
终验收的依据。按合同供货内容对实物进行验证。在机床完成负荷试验后进行几何精度、工作精度、定位精度、重复定位精度等内容的检查。
七、产品技术服务和售后服务的内容及措施
我公司是由机床工具协会,全国机床厂发表的《质量保证声明》承诺单位之一,对产品质量实行“三包”并负责到底。
我公司的市场营销部接受用户的技术咨询,详细介绍产品的主要技术参数,技术性能、结构特点、提供必要的技术资料,并且针对用户的产品特点及工艺要求帮助用户进行设备选型。
我公司本着对用户负责的精神,产品从设计、制造、验收、运输、安装、调试到交付用户二次验收(即终验收)实行交钥匙工程的总承包合同。产品在我公司制造和装配的过程中,用户可以派操作维修人员到我公司现场进行学习并实际操作,对大型机床尤其是数控机床,在产品交付用户使用前,我们将对用户的有关人员进行系统的技术培训(培训内容待双方签 定合同后商定),以保证产品在用户使用的过程中,能够熟练掌握机床的操作方法和各项功能。
我公司的产品三包期为一年。如设备在三包期内出现质量问题,我们将在24小时内有答复,必要时我们将在48小时内赶到现场处理故障,免费服务并免费更换损坏零件。机床三包期满后,继续提供广泛、优惠的技术服务和及时提供所需的备品配件。