

消失模铸造工艺:
生产原理
该法按EPC工艺先制成泡塑模型,涂挂特制涂料,干燥后置于特制砂箱中,填入干砂,三维振动紧实,抽真空状态下浇铸,模型气化消失,金属置换模型,复制出与泡塑模一样的铸件,冷凝后释放真空,从松散的砂中取出铸件,进行下一个循环。
工艺流程:
1、制作泡塑气化模具(手工、机械);
2、泡塑气化,模具组合后烘干;
3、泡塑气化模具表面刷、喷耐火涂料后再次烘干(一定干透);
4、将特制砂箱置于三维振实台上;
5、填入低砂(干砂)振实、刮平;
6、将烘干的泡塑气化模具放于底砂上,按工艺要求分成填砂,自动振实一定时间后刮平箱口;
7、用塑料薄膜覆盖砂箱口,放上浇口杯,接负压系统。紧实后进行钢液浇铸,泡塑气化模具消失,金属液取代其位置;
8、铸件冷凝后释放真空并翻箱,取出铸件,进行下一个循环。
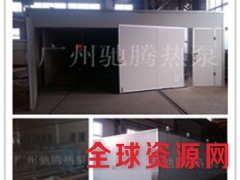
消失模热泵烘干房说明:
消失模烘干房内设计有两个相对独立的烘干室,两个烘干室中间设计有活动门(密封)。二室体可单独使用,亦可连接成体使用。
烘干房内空尺寸:10000×5000×2300mm(分割成两间同样尺寸,相对独立烘干房)。
消失模烘干房参数:
由热泵主机,保温烘房、换热器、循环风机、除湿系统、抽湿风机、控制与检测系统、电动平车(需方自备)等组成。
①、电源要求:三相五线380V±10% 50Hz±1%
②、电源额定最大输入功率:≤60KVA
③、环境温度: -10~40℃ 相对湿度:≤90%
④、可控制温度范围:环境温度~75℃可调(可设定10个时间段,不同温度)
热泵主机主要技术参数:
①、热泵主机型号:10P
②、热泵主机数量:4台
③、10P热泵主机功率:7.5KW/台
④、10P热泵主机额定制热量:24KW
换热器为高效换热器,换热器主管材质为全铜制作,使用寿命长,不易开裂;翅片为换热系数优越的亲水铝箔。
单台10P热泵主机配置两套换热器,换热器配置高温、高湿的大风量的风机。
我们解决消失模烘干房的方案:
1、采用热泵对产品进行烘干处理,烘干过程能耗低,有效减少运行成本。
2、烘干过程通风好,受热均匀。
3、控制产品烘干的相应参数,能有效地解决烘干过程出现的问题。
4、烘干过程安全可靠,烘干过程无过热或者燃烧危险。
5、温湿度自动控制,精确度高。有效地避免人工操作而导致烘不干或者过度烘干的现象,降低劳动强度减少运行成本。






