




120截齿合金头焊接设备
120截齿合金头焊接设备是我公司研制出的新型焊接工艺,本工艺有我公司技术部成员根据矿山截齿和多家截齿焊接厂家技术人员合作研发,自动化程度高 节省人力 效率高 的特点使截齿行业的企业备受关注,索取相关资料请致电15838311591向苗经理索取相关资料
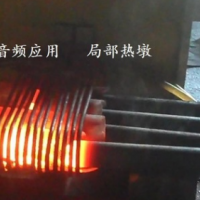
截齿合金头焊接设备结合中频超音频等设备优点 先预热 后加热 然后整体盐浴处理 调质 整套工艺设备齐全 技术到位 自动化程度高
客户工件为Ф60,长度L=190mm.的截齿焊接和后续淬火。生产节拍为60件/小时。根据截齿每个工艺要求:焊接温度约为900℃左右,淬火数整体淬火加热温度需上升至860-920℃处理。根据每个工艺的不同温度和加热速度,量身定制出同等移动工装,设计出与加热设备相匹配的传送装置,实现在线焊接、淬火两种工艺的完美结合.
功率的设计:
①.工件单重 :1.8-2.2kg
②.每小时:加工量,480-560kg(此数据为Ф50棒料透热为参考数据)
③.根据我公司设备理论功率为每吨/小时230KW,留有充分功率余度,1吨/小时,生产量设计功率为300KW,因此本设备的功率为200KW,结合经验数据,选功率为200KW超音频设备1台 总功率200KW的设备来加热
三、频率设计:
1、频率设计依据为:
透热速度:
根据热传导理论,工件加热不但有直接电磁穿透热,还有传导热。并且考虑在加热工艺过程中表面散热
综合考虑 f=10KHZ-15KHZ
综上所述:选用我公司 YFL---200kw---IGBT设备,即可全面适应贵公司生产透热度节拍要求。
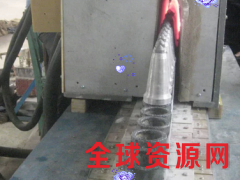
1、自动送料装置
由于设备加热方式为流水线作业,生产节拍较短 ,因此上料采用人工摆放方式:
将需要焊接的截齿放入事先做好的工作台上,成弧形一次摆放托盘旋转移动将截齿沿着统一轨道进入感应器内部,当截齿接近或者进入感应器内部的时候 表面会迅速产生肌肤电流 将截齿头部迅速加热至焊接温度。此种方式加热后期需要较长时间的盐浴热处理,焊接质量会有所影响 也是我公司最早研发也是最简单的一种操作方式 不建议贵公司采纳。