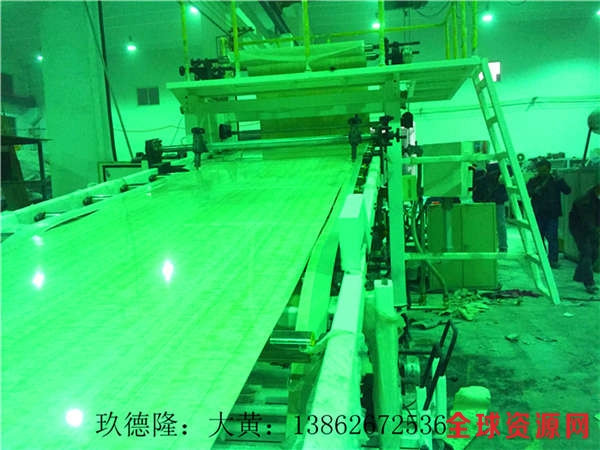
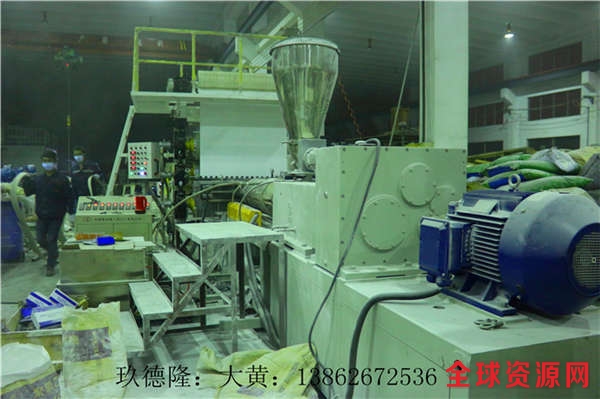
) 用“压延法”工艺生产PP正压热成型片材时,PP材料对螺杆、料筒的适应性比较强:不论是在理论上推荐的专用、突变式、分离型、L/D=22—25的单螺杆,还是渐变式、通用、排气式、L/D=2O—35、屏障型、分流型等其他新型单螺杆,都在实际生产中有成功生产的事例。这是由于在实际生产中,各个工厂实力不同,不可能都拥有专用的设备或配置,加之材料的频繁更换,不可能每次都更换为专用的料筒和螺杆。所以,在实际生产中:一条片材生产线既可以用来生产HIPS、CPS、ABS片材,也可以安排生产PP、PE片材,还可以加工PP降解材料、含填充母料的PP、PE片材。专业生产片材生产线设备的企业,所推出的片材生产线一般都适合加工PP材料。PVC板材生产线(2) 用“压延法”工艺生产PP正压热成型片材时,PP材料对机头结构、调速方式、传动方式、温控方式、唇口开度、进料方式(上进料、下进料)适应性很强PP材料加工范围较宽,所以温度的设置也比较宽泛。由于PP材料的熔点是164-—170℃,而在实际生产中,加工温度的设置可从170℃至270℃,具体随材料产地不同、设备不同、PVC板材生产线加工地不同而有所差异。唇口开度一般没有太严格的要求,但唇口开度应该至少大于片材厚度。在实际操作中,PVC板材生产线片材规格较多,调整唇口开度比较麻烦,甚至可以一直采用生产最厚片材的唇口。有的采用唇口(厚)开度≈片材厚度x(1+10——30%);有的是当片材厚度低于0.8mm时唇口开度采用1.0mm,当片材厚度大于0.8mm低于1.5mm时,唇口开度采用2.0mm(由于一般热成型用片材的厚度很少超过2.0 mm)。较常见三辊温度的循环水控制在30℃—80℃。PVC板材生产线三辊循环水路有串联、并联、独立控制等几种方式,PVC板材生产线都能满足生产要求。A.台湾产的片材生产线:螺杆ф150 mm X34,无排气式单螺杆和料筒;衣架式机头,宽100mm,带阻尼条;辊筒ф490mmX110mm,PVC板材生产线链条传动,液压油缸控制上下辊筒升降;独立循环水箱自动恒温控制三辊温度;立式下进料;直流变频调速电机,功率300HP;边角料随机粉碎随即挤进料斗使用;真空上料。当用“压延法”生产(厚)1.70 mm X(宽)710 mm CPP 时,正常生产工艺记录如下:(1) 配料为:粒料PT103(台湾福聚烯)50Kg,粉碎料60Kg(其50Kg厚碎料,10Kg薄碎料),粉状透明剂
塑料造粒机 http://hkbhkb.qqzyw.com/
工程塑料造粒机 http://hkb6.qqzyw.com/
滑石粉造粒机 http://hkb2.qqzyw.com/
单螺杆挤出机 http://hkb7.qqzyw.com/
塑料片材生产线 http://hkb4.qqzyw.com/