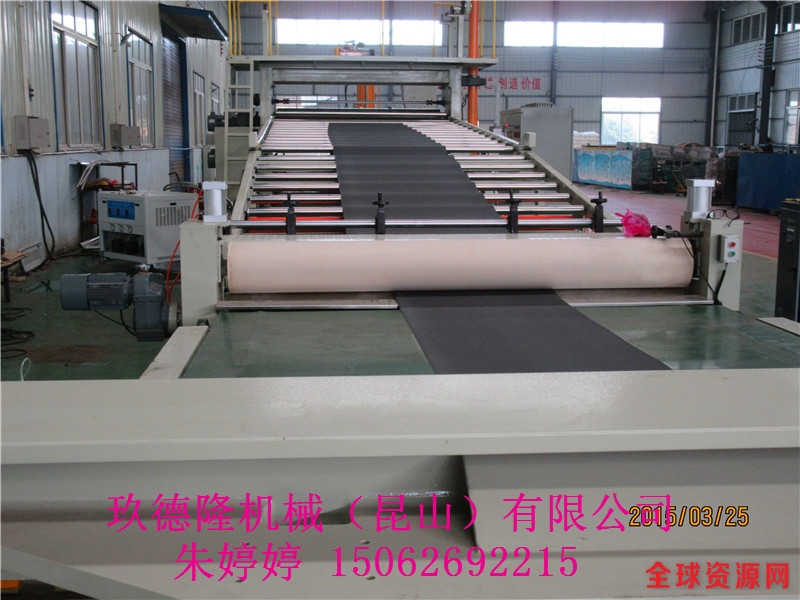





单螺杆片材挤出机
单螺杆片材挤出机 无论作为塑化造粒机械还是成型加工机械都占有重要地位,近几年来,单螺杆挤出机有了很大的发展。目前德国生产的大型造粒用单螺杆挤出机,螺杆直径达700mm,产量为36t/h。
单螺杆挤出机发展的主要标志在于其关键零件——螺杆的发展。近几年以来,人们对螺杆进行了大量的理论和实验研究,至今已有近百种螺杆,常见的有分离型、剪切型、屏障型、分流型与波状型等。
从单螺杆发展来看,尽管近年来单螺杆挤出机已较为完善,但随着高分子材料和塑料制品不断的发展,还会涌现出更有特点的新型螺杆和特殊单螺杆挤出机。从总体而言,单螺杆挤出机向着高速、高效、专用化方向发展。
双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,特点是加工热稳定性差的塑料和共混料时更显示出其优越性。近些年来国外双螺杆挤出机已经有很大的发展,各种形式的双螺杆挤出机已系列化和商品化,生产的厂商也较多。
构成
单螺杆片材挤出机 的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。
1.挤压系统
挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
⑴螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
⑵机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料,一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充
分塑化为原则。
⑶料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
⑷机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具,机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力,塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。
在机头前部装有均压环,用于均衡压力;挤包成型部分由模套座和模套组成,模套的位置可由螺栓通过支撑来调节,以调整模套对模芯的相对位置,便于调节挤包层厚度的均匀性。机头外部装有加热装置和测温装置。
2.传动系统
传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。
而在结构基本相同的前提下,减速机的制造成本大致与其外形尺寸及重量成正比。因为减速机的外形和重量大,意味着制造时消耗的材料多,另所使用的轴承也比较大,使制造成本增加。
同样螺杆直径的挤出机,高速高效的挤出机比常规的挤出机所消耗的能量多,电机功率加大一倍,减速机的机座号相应加大是必须的。但高的螺杆速度,意味着低的减速比。同样大小的减速机,低减速比的与大减速比的相比,齿轮模数增大,减速机承受负荷的能力也增大。因此减速机的体积重量的增大,不是与电机功率的增大成线性比例的。如果用挤出量做分母,除以减速机重量,高速高效的挤出机得数小,普通挤出机得数大。
以单位产量计,高速高效挤出机的电机功率小及减速机重量小,意味着高速高效挤出机的单位产量机器制造成本比普通挤出机低。
3.加热冷却装置
加热与冷却是塑料挤出过程能够进行的必要条件。
⑴现在挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身
单螺杆片材挤出机的辅机主要包括放线装置、校直装置、预热装置、冷却装置、牵引装置、计米器、火花试验机、收线装置。挤出机组的用途不同其选配用的辅助设备也不尽相同,如还有切断器、吹干器、印字装置等。
校直装置
塑料挤出废品类型中最常见的一种是偏心,而线芯各种型式的弯曲则是产生绝缘偏
预热装置
缆芯预热对于绝缘挤出和护套挤出都是必要的。对于绝缘层,尤其是薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以彻底清除表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可消除冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保证挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并保证升温迅速,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿即可。
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/
EVA汽车顶棚挤出机组 http://zhutingting.jdzj.com/低烟无卤电缆料造粒机 http://www.258.com/shop-zhutingting123