花岗石平板设计与技术
花岗石平板设计技术要求一般根据《中华人民共和国机械行业标准》JB/T 7974—2000设计。还要根据实际的需要来规定花岗石平板设计与制作的技术要求。在花岗石平板的国家标准、企业标准及花岗石平板的使用要求中,可以根据实际需求对花岗石平板的设计和制作技术提出要求。设计和制作花岗石平板要本着用最低的成本做出最好的产品为原则。
花岗石平板在生产过程中,会产生一部分理论重量的误差,但应该注意的是花岗石平板的生产误差是不是影响花岗石平板的正常使用。一般花岗石平板的设计应该考虑到机械加工的误差和铸造误差,花岗石平板的重量误差一般不得超过10%,超过10%时,我们要对花岗石平板的质量重新做进一步的鉴定和检验来确定花岗石平板是不是可以正常投入使用。
花岗石平板的生产制作过程中可能会出现一些产品的缺陷,只要采用正确的工艺方法可以进行弥补维修。以下是花岗岩平板成产中的技术注意事项:
⒈花岗石平板工作面上不得有严重影响外观和使用性能的砂孔、缩松、划痕、碰伤、气孔、裂纹、夹渣锈迹等缺陷。
⒉ 花岗石平板非工作面上的凹陷或掉角允许修补。
⒊花岗石平板侧面对工作面的垂直度公差和平板两相邻侧面的垂直度公差均按GB/T1184中规定的12级。
⒋ 花岗石平板工作面中央的集中载荷区域、施加的额定载荷和允许挠度值见表3的规定。
⒌ 0级和1级平板建议不设置搬运手柄。
⒍ 若2级和3级平板面上设置螺纹孔(或沟槽),其部位应不高于工作面。
⒎ 花岗石平板应采用细晶粒、结构致密的辉长岩、辉绿岩、花岗石(黑云母应小于5%、弹性模量应大于 0.6 ×10—4kg/cm2、吸水率应小于0.25%)等材料制造,其工作面硬度应大于70HS。
⒏ 花岗石平板工作面的表面粗糙度Ra的最大允许值为0.32~0.63um,侧面为10um。
⒐ 花岗石平板工作面的平面度公差
⒑ 对采用对角线法或网格法检验平板工作面平面度时,应检验气平面波动量,工作面的平面波动量
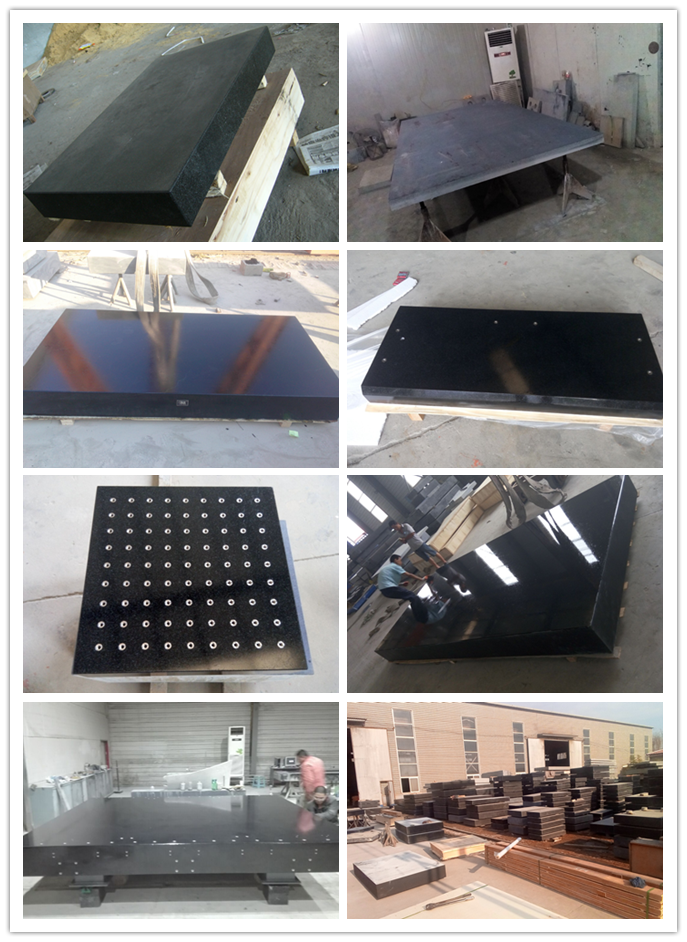
花岗石平板工艺流程
花岗石平板的使用寿命和缺陷修复紧密相关。所以对花岗石平板的缺陷做修复时要严格按工艺要求处理。
花岗石平板的生产工艺流程基本是:
⒈花岗石平板毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
⒉花岗石平板机械加工:外观检验并划线、加工、检验;
⒊花岗石平板工件调平、人工刮研、检验科检验;
⒋花岗石平板的外观处理、喷漆、包装、入库。
花岗石平板质量与检定
新制的应标有制造厂名(或厂标),准确度级别、规格和编号。岩石平板工作面应色泽均匀,不得有裂纹、凹陷及组织疏松现象,且不应有磨痕、划伤、烧伤及影响平板准确度的其他缺陷。使用中的平板允许有不影响准确度的上述缺陷。岩石平板工作面出现的凹陷或掉角不允许修补。检定方法采用目力观察和试验。
平板工作面与侧面的表面粗糙度检定要求与方法非刮制的铸铁平板工作面与侧面的表面粗糙度应符合下表的规定非刮制的铸铁平板粗糙度
|
平板规格/mm×mm |
表面粗糙度Ra值/m |
|
|
|
|
|
工 作 面 |
侧面 |
|
|
|
|
|
准 确 度 级 别 |
|
|
|
|
|
|
00 |
0 |
1 |
2 |
3 |
各级 |
|
≤400×400 |
≤0.32 |
≤0.63 |
≤1.25 |
≤2.5 |
≤5 |
|
>400×400 |
≤0.63 |
≤1.25 |
≤2.5 |
|
|
岩石平板工作面与侧面的表面粗糙度应符合下表的规定
|
项目 |
工作面 |
侧面 |
|
表面粗糙度Ra值 |
0.4~0.8 |
≤6.3 |
常用表面粗糙度比较样块比较检定,也可用轮廓仪检定。检定时,在3个不同部位上进行,取3次测量值的算术平均值作为被检面的表面粗糙度
对花岗石平板的平面度的检验,和以往有了不一样的概念,使用中不再一味的追求花岗石平板的接触点,一般的使用可以把侧重点放在平面度的检验上即可,由于现在的工件和花岗石平板的规格不断的增大,所以工件对花岗石平板的要求也在发生变化,花岗石平板的接触点的多少和花岗石平板的加工成本有着很大的关系,因此,明智的用户已经不再刻意的要求花岗石平板接触点了。