



输出电压(Voltage):0-3000V (可根据客户需求定制)
输出电流(Current):0-30000A (可根据客户需求定制)
调整精度(Control accuracy):1%
频率(Frequency):20-2000HZ、50-5000HZ、5K-10KHZ、10K-20KHZ、20K-40KHZ(频率连续可调,也可根据客户要求定做频率)
占空比(Duty Ratio):0~100%
导通(正向)时间(Turn-on (forward) time): 0.1~999ms
关断(反向)时间(Turn-off (reverse) time): 0.1~999ms
二、产品应用:
微弧氧化、电镀、电解、电加热、水处理、电絮凝、铝氧化、电解抛光、电加工行业、高校及科研院所研究和试验。
应用领域:
1、电镀行业:适用于金、银、稀有金属、镍、锌、锡、铬及合金等的电镀
2、电加工行业:脉冲电化学精密加工和精密蚀刻,用于加工硬度较高的精密工件
3、电抛光去毛刺行业:脉冲电化学抛光、等离子体电浆抛光等
4、氧化行业:脉冲阳极氧化、微弧氧化等
5、水处理行业:适用于印染、染料化工、医院、皮革、电镀等行业的废水和污水处理
6、其他行业:脉冲纳米电沉积、脉冲电解回收等要求较高行业
二、双脉冲输出波形说明:
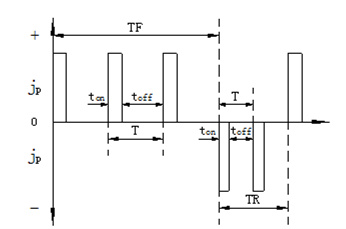
a、+jp正向脉冲(或称正脉冲)峰值电流,-jp反向脉冲(或称负脉冲)峰值电流
b、ton峰值电流导通时间,toff峰值电流关断时间
c、T是一个脉冲通断周期,T=ton+toff
d、TF是一组正向脉冲工作时间,TF=nT(n≥1);TR是一组反向脉冲工作时间,TR=-nT(n≥1)
e、TF+TR是正、反向脉冲换向的一个周期(一般TF>TR)
四、主要特点:
1、规格范围:输出电压0-1000V、输出电流0-9000A、输出功率10W-800kW
2、稳压稳流: 电压电流值均可从零至额定值连续可调,稳压稳流自动转换
3、频率范围:低频段:0.1HZ-100HZ连续可调,中频段:100HZ-5000HZ连续可调,高频段:5KHZ-100KHZ连续可调
4、占空比范围:正负占空比分别可0-100%连续可调,当100%时即为纯直流输出,亦可以调制成单脉冲和纯直流使用
5、输出显示: 正电压、正电流,负电压、负电流、频率,正占空比、负占空比、正负脉宽比例同时LED数码管显示(标配);亦可选用触摸屏控制
6、智 能 化:可选用标准通讯接口RS232、RS485与计算机连接实现人机界面控制(选配)
7、模拟信号接口:用户可用0-5V/10V或4-20mA信号控制电源的相应参数(选配)
五、技术参数及规格:
表1、技术参数
|
输入 |
电压 |
单相220V或者三相380V±15% |
|
|
(可按要求定制单相110V及三相220V机型) |
|||
|
频率 |
46-63Hz |
||
|
功率因数 |
≥0.95 |
||
|
输出 |
电压 |
0~3000V(电压范围可选) |
|
|
电流 |
最大可做到15000A(平均电流) 客户可选择自己所需的电流范围 |
||
|
峰值电流 |
30000A(最大峰值) 常规:峰值电流一般为平均电流的2或3倍 |
||
|
功率 |
输出电压X平均电流=功率 |
||
|
小功率可做到1KW以内,大功率可做到1KW-500KW |
|||
|
波形 |
脉冲方波和平滑直线 |
||
|
占空比 |
0-100%(连续可调)占空比100%时纯直流输出 |
||
|
频率 |
20-2000HZ、50-5000HZ、5K-10KHZ、10K-20KHZ 20K-40KHZ(频率连续可调,也可根据客户要求定做频率) |
||
|
电压稳定精度 |
≤1% |
||
|
电流稳定精度 |
≤1% |
||
|
控制 |
手动:电位器控制 |
||
|
自动:PLC或计算机控制 |
|||
|
显示 |
LED数显或液晶屏显示:输出正电压、正电流值、负电压、负电流值、频率、正占空比、负占空比、正负脉宽比例、故障显示 |
||
|
电源效率 |
≥90%(额定工况) |
||
|
保护功能 |
输入过、欠压,输出限压、限流、过流、过压,过热等 |
||
|
可靠性及寿命 |
使用寿命 |
≥20年 |
|
|
工作状态 |
可满负荷长时间运行 |
||
|
环境 |
工作温度 |
-10℃~50℃ |
|
|
存贮温度 |
-25℃~60℃ |
||
|
相对湿度 |
≤90%(25℃) |
||
|
综合特性 |
噪音 |
<65dB,额定工况下(1m处) |
|
|
可选配置 |
内置式安培小时(分钟)计、外置式安培小时(分钟)计。 |
||
|
冷却方式 |
风冷或水冷(可选) |
||
| 外观尺寸 | 便携式、台式、机架式、柜式(可选) | ||
|
输出电压 |
输出电流 |
||
|
0-24V |
10A/20A/30A/50A/100A/200A/300A/500A |
||
|
0-50V |
10A/20A/30A/50A/100A/200A/300A/500A |
||
|
0-100V |
10A/20A/30A/50A/100A/200A/300A/500A |
||
|
0-300V |
10A/20A/30A/50A/100A/200A/300A/500A |
||
|
0-500V |
10A/20A/30A/50A/100A/200A/300A/500A |
||
|
输出电压可定制(0-3000V),输出电流可定制(0.01MA-10000A) |
|||
1、电加工行业:利用电化学加工溶解阳极电极进行的去除性加工,一般用于加工硬度较高的工件,配合电火花加工效率和提高很多,属于一种新兴的加工工艺。
2、电镀行业:脉冲电源在脉冲电镀过程中,当电流导通时,脉冲(峰值)电流相当于普通直流电流的几倍甚至几十倍,正是这个瞬时高电流密度使金属离子在极高的过电位下还原,从而使沉积层晶粒变细;当电流关断时,阴极区附近放电离子又恢复到初始浓度,浓差极化消除,这利于下一个脉冲同期继续使用高的脉冲(峰值)电流密度,同时关断期内还伴有对沉积层有利的重结晶、吸脱附等现象。这样的过程同期性地贯穿整个电镀过程的始末,其中所包含的机理构成了脉冲电镀的最基本原理。实践证明,脉冲电源在细化结晶,改善镀层物理化学性能,节约贵重金属等方面比传统直流电镀有着不可比拟的优越性。双脉冲电源的反向脉冲的阳极化溶解使阴极表面金属离子浓度迅速回升,这有利于随后的阴极周期使用高的脉冲电流密度,因而镀层致密、光亮、孔隙率低;双脉冲电源的反向脉冲的阳极剥离使镀层中有机杂质(含光亮剂)的夹附大大减少,因而镀层纯度高,抗变色能力强。
3、电抛光去毛刺行业:电抛光和去毛刺行业之所以应用脉冲电源,主要原因在于普通直流电源无法将工件死角抛光或去毛刺,使用单脉冲电源的时候脉冲关断时间有利于工件表面和溶液之间有一个浓度还原的过程,消除浓差极化,有利于死角抛光。而针对有微孔的工件处理一般采用双脉冲电源效果更好。
七、脉冲电源的使用说明
1、正、反向脉冲通断时间的设置
正、反向脉冲的导通时间ton和关断时间toff均为1×0.1ms,2×0.1ms,3×0.1ms,……,999×0.1ms,拨“+”号加1,拨“—”号去1。例如:设置ton为0.2ms,则选择ton的拨码开关数值为2,则ton=2×0.1ms=0.2ms;设置toff为0.8ms,则选择toff的拨码开关数值为8,则toff=8×0.1ms=0.8ms。当Ton、Toff均设置一定数值时,为脉冲状态;当Ton、Toff均设置零时,为直流状态。
2、正、反向脉冲工作时间的设置
正、反向脉冲的工作时间TF和TR均为1,2,3,……,9999ms自然数调节,拨“+”号加1,拨“—”号去1。例如:设置TF为100ms,则选择TF的拨码开关数值为100;设置TR为10ms,则选择TR的拨码开关数值为10。注意:TF和TR均不得设置零,否则“操作故障”指示灯亮,设备将不能正常运行。
3、正、反向脉冲频率的计算
正、反向脉冲频率f的计算方法相同,均由各自的脉冲通断周期T决定,即f=1/T=1/(ton+toff), T的单位S。例如:ton=0.2ms,toff=0.8ms,则f=1/(0.2+0.8)×10﹣³=1000Hz。
4、正、反向脉冲占空比的计算
正、反向脉冲占空比的计算方法相同,均为各自的脉冲导通时间ton占整个脉冲通断周期的百分比,即γ=ton/T×100%=ton/(ton+toff)×100%。例如:ton=0.2ms,toff=0.8ms,则占空比γ=0.2/(0.2+0.8)×100%=20%。
5、正、反向脉冲峰值电流的计算
单脉冲的峰值电流jp,平均电流jm和占空比γ三者之间存在如下关系:jp=jm÷γ。例如:数字表上显示的平均电流jm为3A,占空比γ设置为10%,则峰值电流jp=3÷10%=30A。
而双脉冲的正、反向脉冲峰值电流jp除与各自的平均电流jm和占空比γ有关外,还与各自的工作时间占整个正、反向脉冲工作周期的百分比有关,即与TF/(TF+TR)或TR/(TF+TR)有关。计算公式如下:
+jp=+jm÷γ+÷TF/(TF+TR)
-jp=-jm÷γ_÷TR/(TF+TR)
式中:+jp、-jp分别为正、反向脉冲峰值电流
+jm、-jm分别为正、反向脉冲平均电流
γ+、γ_分别为正、反向脉冲占空比
TF、TR分别为正、反向脉冲工作时间
例如:γ+=20%,γ_=10%,TF=100ms,TR=10ms,正、反向脉冲数字表显示10和1(即+jm=10,-jm=1),则+jp和-jp计算方法如下:
+jp=10÷20%÷100/(100+10)=55A
-jp=1÷10%÷10/(100+10)=110A
6、脉冲占空比的选择
关于正向脉冲,在平均电流恒定的情况下,一般随着占空比的减小,沉积层晶粒尺寸变小,杂质(不含离子杂质)含量降低,但设备输出的最大平均电流减小,设备利用率降低。例如:峰值电流30A的脉冲电源,使用20%占空比较使用30%占空比结晶细致,但使用20%占空比最大平均电流约6A,而使用30%占空比最大平均电流为9A。
关于反向脉冲,一般认为随着占空比的增加,镀层厚度分布改善,但沉积速度变慢。
综合比较占空比对电沉积的影响,正、反向脉冲占空比一般选择10-30%较为合适。关于脉冲频率,应用中选择1000Hz左右的较多。
7、脉冲工作时间的选择
选择正向脉冲工作时间TF应大于反向脉冲工作时间TR,一般选择TF是TR的5-10倍。TR时间长,镀层厚度分布改善,但沉积速度变慢。关于TF和TR交替工作的频率应用较多的为10Hz左右。
8、平均电流和峰值电流的选择
电镀槽上阴极脉冲平均电流是正向、反向两块数字表上显示出数字的代数和。
正向脉冲平均电流按工艺要求,若工艺没有给出,可选择与使用直流电源时电流相当或稍大。此时,根据已设定的γ+、TF、TR等参数计算出正向脉冲峰值电流(计算方法见“(6)c”)。而反向脉冲的峰值电流一般选择大于或等于正向脉冲峰值电流,根据此原则确定反向脉冲峰值电流数值,然后与已设定的γ_、TF、TR共同计算出反向脉冲平均电流(计算方法见“(6)c”)。但是,当γ、TF、TR等参数重新设定或改变反向脉冲峰值电流时,正向脉冲平均电流选择方法不变,而反向脉冲平均电流须重新计算。
9、直流叠加脉冲功能的使用
将机箱背面左边一组红、黑接线柱与右边一组红、黑接线柱相连(此时两台电源并联),TF和TR均设置零,正向一组设置直流状态,反向一组保持脉冲状态,则形成直流叠加脉冲。






