





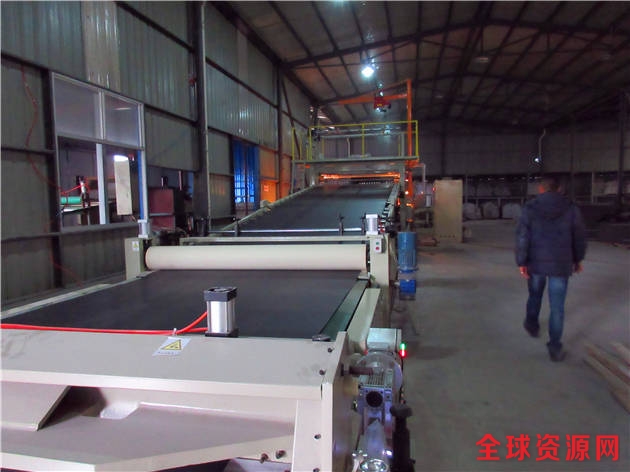
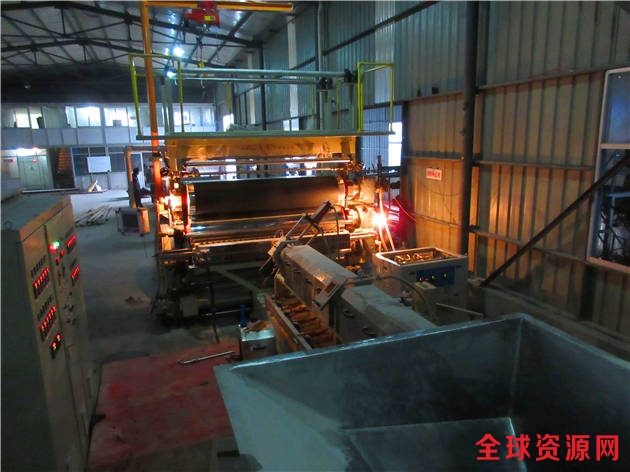
单螺杆片材生产线2.聚丙烯挤出设备及工艺特点(1)挤出机及螺杆的长径比。提高挤塑混炼效果可提高复合加工性(稳定性、高速性、薄膜涂布性)及复合膜的外观特性。挤出机及螺杆长径比是影响挤塑混炼效果的一个因素。聚丙烯挤出时的长径比最低需超过24,尤其重视加工性及产品特性时,长径比应大于28,最好超过30。单螺杆片材生产线螺杆的压缩比也是影响挤塑混炼效果的因素之一。使用聚丙烯挤出时,螺杆压缩比最好大于使用高压聚乙烯时的螺杆压缩比。在与高压聚乙烯相同条件下进行聚丙烯的挤出时,挤出量大约降低10%左右,因此调定复合薄膜厚度时应加以留意。单螺杆片材生产线(2)冷却辊表面特性。与不透明基材进行挤出复合时,采用适用于高压聚乙烯的亚光加工冷却辊也可以,但采用完全镜面抛光的冷却辊(镜面辊)能生产出更优异的产品。为了与透明基材挤出复合并生产高透明性的产品,使用镜面辊为绝对不可少的条件。反之,使用闷光加工的冷却辊,则易于生产无光的产品。即使使用镜面辊,也不会像高压聚乙烯挤出时那样发生与冷却辊黏连的现象。单螺杆片材生产线(3)橡胶压辊的硬度。橡胶压辊的硬度对聚丙烯和基材的黏结性及产品外观特性的影响颇大。使用硬度高的橡胶压辊时,虽可提高黏结性及表面平滑性,但有时可能发生霜斑、纵向细条纹以及印刷的节距偏差等。单螺杆片材生产线使用硬度低的橡胶压辊时,可避免或减少使用硬度高的橡胶压辊所发生的问题,并有利于提高产品的透明性,但黏结性及能见度有降低的趋势。聚丙烯挤出复合时,橡胶压辊的硬度以HS80度左右为宜。
板材生产线 http://hkb425.qqzyw.com/
橡胶造粒机 http://jdlzdl.qqzyw.com/
双螺杆造粒机 http://zdljdl.qqzyw.com/
单螺杆造粒机 http://jdl425.qqzyw.com/